插件散热器的生产工艺是怎样的?
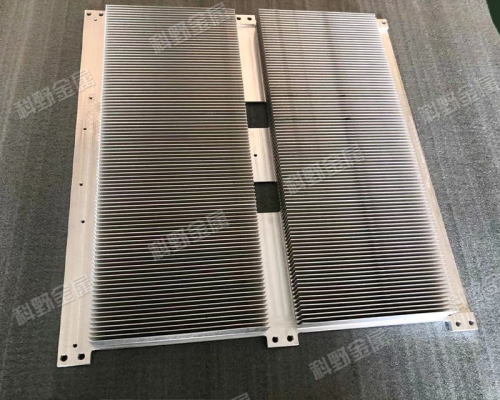
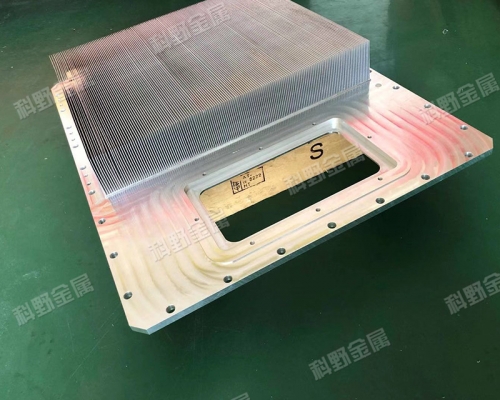
插片式散热器有两种不同的生产工艺,一种是本体焊接,即金属片直接与散热器连接。这种连接方式是散热器和金属片之间只有一个接触点,耐腐蚀性好,不需要打磨。填充物焊接需要打磨,耐腐蚀性稍差;无论采用哪种焊接方法,插片散热器都检查焊接部位是否规则牢固。如果焊接工艺不好,插片散热器的整体质量令人担忧。对于普通买家来说,可能无法判断选择哪种插片散热器更合适,所以可以根据插片散热器的外观质量选择插片散热器,或者咨询专业人士。
对于高密齿和舌比大的模具试模,一根铝棒必须是150-200mm的短铝棒或纯铝棒。
插片散热器在试模和正常生产过程旁边,铝棒加热温度应保证在480-520℃之间。
在试模或生产前,必须用清缸垫清理盛锭筒内胆,并检查挤压机空转是否正常。
模具在试模或生产过程旁边,如发现堵模、偏齿、速度误差过大等现象,应立即停机,并以点退的方式卸模,避免模具报废。
散热器厂家浅谈散热器不热可能是以下原因之一:
(1)设计或安装的散热器较少,总散热不好;
(2)热媒水温低,散热量小。我们散热器常用的标准散热是指进水温度为95℃,出水温度为70℃,室温为18℃。如果进水温度为70℃,出水温度为55℃,室温为18℃,其散热量应低40%左右;

(3)有暖气罩,常降低散热20%左右;
(4)进出水接管方式不同,散热也降低,尽量是进步下出,异测下进出,散热器低20%左右;
(5)气堵,可打开冷气阀出散热器内的空气,然后关闭;
(6)散热器局部堵塞;
(7)阻力大。在并联系统中,私换散热器可能会出现这个问题,阻力大,热水流量小,散热量下降;
(8)水压低,在并联系统的远端或高处,水压低,缺乏热水,散热低;
(9)门窗通风。